Chemical removal method for galvanized iron wire galvanized layer
After the galvanized iron wire is used for a period of time, the galvanized layer on the surface will peel off and fall, which affects the aesthetics of the galvanized wire. Only the galvanized layer on the surface is completely removed, and the plating is re-plated after polishing. Galvanized wire is used for a longer period of time.
So today, galvanized wire manufacturers will take this opportunity to introduce to you how the chemical removal method of galvanized wire galvanized layer is.
First, sodium hydroxide 200~300g/L sodium nitrite 100~200g/L water is needed to add 1L. This can remove relatively high-demand parts and their wires. The treatment temperature of the galvanized wire galvanized layer should be 100 ° C, and the time should be removed.
Different characteristics of galvanized iron wire with different technical systems
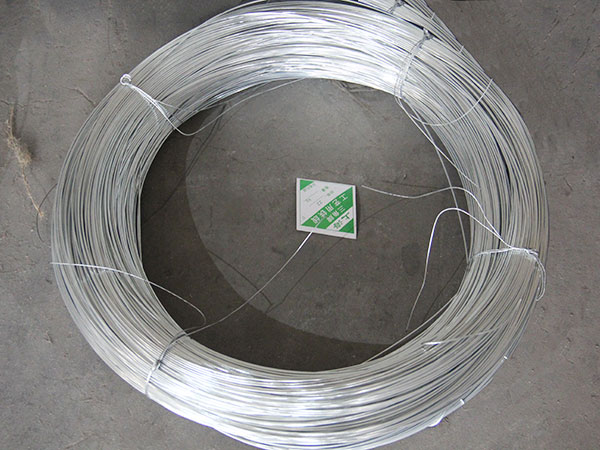
The biggest feature of galvanized iron wire manufacturers is that the surface is smooth and bright, but the moisture will affect the brightness of the galvanized wire. Therefore, it is necessary to pay attention to avoid moisture when storing. The best way is to set up a shelf on the ground for plating. The zinc wire is isolated from the ground so that it is not affected by the surface moisture. It is also necessary to pay attention to the weather changes and avoid the rain on the galvanized wire.
The galvanized wire has good toughness and elasticity, and the maximum amount of zinc can reach 300 g/m2. It has the characteristics of thick galvanized layer and strong corrosion resistance. Products are widely used in construction, handicrafts, wire mesh, highway fences, product packaging and daily civil use.
Galvanized wire is divided into hot-dip galvanizing, cold-galvanizing is electro-galvanized, hot-dip galvanizing is the highest price, and electro-galvanized price is low. Hot-dip galvanizing is not easy to rust, and electro-galvanizing is prone to rust. This is the easiest way to distinguish. Hot-dip galvanizing is immersion plating in hot melted zinc bath. The production speed is fast, the coating is thick but uneven, and the market allows a minimum thickness of 45 microns and a maximum of 300 microns or more.








 +86 15831968382
+86 15831968382 Zoe
Zoe